Bồi giấy là công đoạn gia công sau in quan trọng, giúp tạo độ cứng cáp và hoàn thiện cấu trúc cho bao bì hộp cứng, thùng carton. Tuy nhiên, sự kết hợp giữa các vật liệu giấy, lớp keo và áp lực máy ép rất dễ phát sinh sự cố nếu thông số không được kiểm soát tốt.
1. Hiện tượng nhăn bề mặt và phồng rộp (Blistering & Wrinkling)
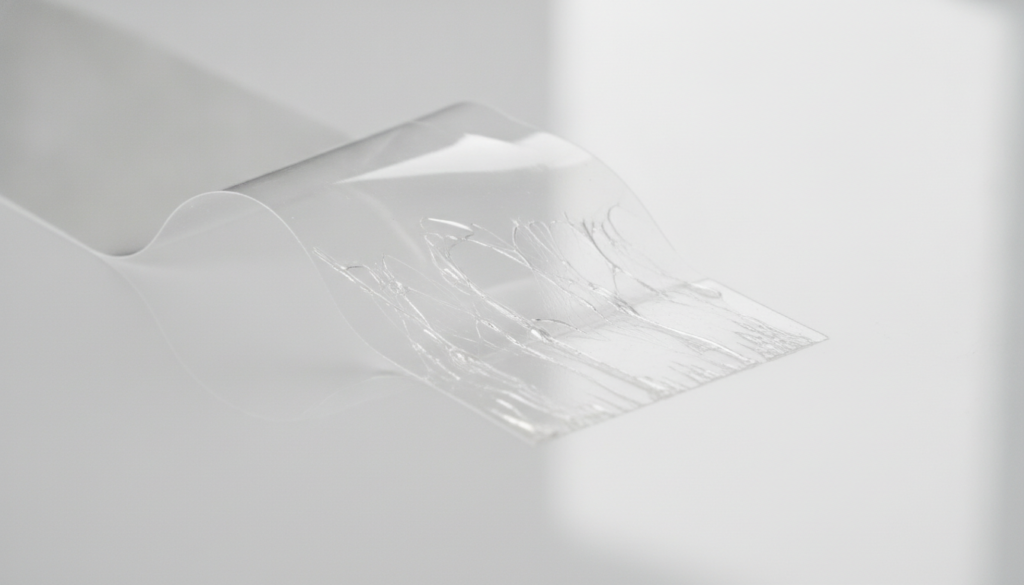
Nhăn bề mặt hoặc nổi bọt khí (phồng rộp) là một trong những lỗi thường gặp khi bồi giấy nhất tại các xưởng bao bì. Hiện tượng này thường xuất hiện ngay sau khi tờ giấy ra khỏi lô ép hoặc sau khi keo đã khô hoàn toàn.
Nguyên nhân kỹ thuật
- Lượng keo bồi quá nhiều: Khi lớp keo được tráng quá dày, lượng nước có trong keo sẽ ngấm trực tiếp vào lớp giấy mặt. Lớp giấy hút nước sẽ giãn nở cơ học, tạo ra các nếp nhăn hoặc các vết rộp cục bộ.
- Độ nhớt của keo quá loãng: Keo pha hàm lượng nước cao làm tăng khả năng thấm hút của giấy. Thời gian khô kéo dài khiến lớp giấy mặt bị mềm và biến dạng trước khi keo định hình.
- Áp lực lô ép không đồng đều: Nếu hai trục lô ép có khoảng hở không đều, áp lực tác động lên bề mặt tấm bồi sẽ bị chênh lệch. Điểm áp lực yếu không thể ép hết bọt khí ra ngoài, dẫn đến phồng rộp.
- Vật liệu giấy quá ẩm: Giấy lưu kho ở điều kiện môi trường độ ẩm cao, khi đưa vào máy bồi sẽ dễ bị nhăn do cấu trúc sợi cellulose đã ngậm nước từ trước.
Giải pháp khắc phục
- Tinh chỉnh lại dao gạt keo hoặc khoảng hở lô tráng để đảm bảo lớp keo phủ một màng mỏng, đều và vừa đủ độ bám.
- Kiểm tra độ nhớt của keo bằng cốc đo chuyên dụng. Nếu keo loãng, cần pha thêm keo nguyên chất để tăng hàm lượng chất rắn (solid content).
- Căn chỉnh lại áp lực lô ép ở cả hai đầu trục. Thợ vận hành có thể dùng các tấm dưỡng hoặc giấy thử để đo lực ép và đảm bảo lô ép song song tuyệt đối.
- Cân bằng độ ẩm cho vật liệu giấy trước khi bồi bằng cách đưa vào phòng có kiểm soát độ ẩm hoặc dùng hệ thống sấy nhẹ nếu cần thiết.
2. Lỗi keo không dính hoặc bong mép (Delamination)
Tình trạng các lớp giấy không liên kết được với nhau hoặc tự bong tróc ở khu vực mép cạnh sau một thời gian ngắn gây ảnh hưởng nghiêm trọng đến kết cấu hộp.
Nguyên nhân kỹ thuật
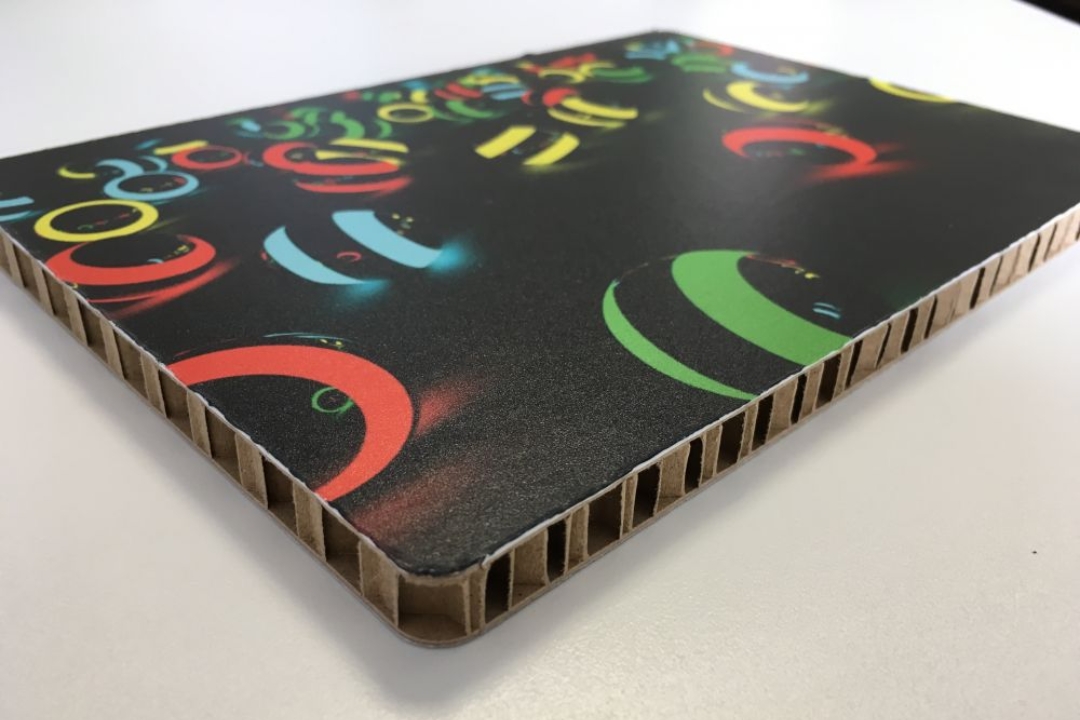
- Bề mặt vật liệu khó bám dính: Giấy mặt đã được gia công cán màng nilon (bóng/mờ), phủ UV toàn phần hoặc in mực phủ kín nhưng không được xử lý bề mặt trước khi bồi.
- Keo khô quá nhanh (Open time ngắn): Do tốc độ chạy máy chậm hoặc gió từ quạt xưởng thổi trực tiếp vào lô keo, lớp keo đã bắt đầu khô tạo màng (skinning) trước khi hai lớp giấy kịp dán vào nhau.
- Lượng keo quá ít: Cài đặt lô tráng keo quá khít khiến lượng keo không đủ để điền đầy các thớ sợi của bề mặt giấy, không tạo được móng neo liên kết.
- Áp lực ép chưa đủ: Lực lô ép quá nhẹ, không đẩy được lớp keo thẩm thấu sâu vào cấu trúc của lớp giấy sóng hoặc giấy carton.
Giải pháp khắc phục
- Thay đổi loại keo bồi giấy chuyên dụng cho vật liệu có màng hoặc cán UV (ví dụ: dùng keo dán màng hoặc keo sữa có độ bám dính cao hơn thay vì keo tinh bột thông thường).
- Điều chỉnh tốc độ máy bồi phù hợp với tốc độ khô của keo. Che chắn khu vực lô keo để tránh gió lùa trực tiếp làm bay hơi nước bề mặt keo.
- Tăng nhẹ khe hở trục tráng keo để đảm bảo lớp màng keo phủ đều toàn bộ diện tích tờ in, đặc biệt chú ý phần biên giấy.
- Tăng áp lực lô ép sao cho đủ lực liên kết nhưng không làm bẹp lớp sóng carton bên trong.
3. Hiện tượng tấm bồi bị cong vênh (Curling)
Sau khi keo khô và sản phẩm được xếp đống, tấm bồi thường có xu hướng cong gập lên hoặc cúp xuống. Lỗi này gây khó khăn rất lớn cho công đoạn bế hộp tự động phía sau.
Nguyên nhân kỹ thuật
- Lệch chiều sớ giấy (Grain direction): Sợi giấy có đặc tính giãn nở theo chiều ngang của sớ. Khi bồi giấy mặt và giấy lót (hoặc carton) có chiều sớ vuông góc với nhau, sự co ngót không đồng đều khi keo khô sẽ tạo ra lực kéo, gây cong vênh.
- Chênh lệch độ ẩm giữa các lớp: Giấy mặt quá ẩm trong khi giấy lót quá khô (hoặc ngược lại) tạo ra độ căng bề mặt khác nhau.
- Loại keo chứa quá nhiều nước: Keo ngậm nhiều nước làm giấy nở ra khi bồi và co rụt mạnh khi bốc hơi, gây cong tấm vật liệu.
Giải pháp khắc phục
- Bắt buộc kiểm tra và lên kế hoạch cắt giấy sao cho chiều sớ của giấy mặt và chiều sớ của giấy lót (hoặc sóng carton) phải chạy song song với nhau.
- Đảm bảo các lô giấy mặt và giấy lót được lưu trữ trong cùng một môi trường nhiệt độ và độ ẩm xưởng ít nhất 24 giờ trước khi gia công.
- Sử dụng keo có hàm lượng chất rắn cao, độ nhớt tốt để giảm thiểu lượng nước thâm nhập vào giấy. Hạn chế pha loãng keo vượt quá chỉ định của nhà sản xuất.
- Xếp chồng phẳng sản phẩm sau khi bồi và đặt tấm phản đè lên trên cùng để giữ phẳng trong quá trình keo ổn định (khoảng 12-24 giờ).

4. Lệch vị trí lề (Misregistration)
Sự cố này xảy ra khi tấm giấy mặt in hình ảnh không khớp chính xác với lớp giấy lót, lề bị lệch gây hao hụt kích thước hoặc cắt lẹm vào phần in khi bế.
Nguyên nhân kỹ thuật
- Cảm biến quang học (sensor) nhận diện mép giấy trên máy bồi tự động bị bám bụi hoặc sai lệch.
- Cụm hút giấy (feeder) hoạt động không ổn định, dây curoa bị dão làm tốc độ đẩy giấy không đồng bộ.
- Thợ nạp giấy tay (trên các dòng máy bán tự động) đẩy giấy không đều tay hoặc tay kê (side lay) chưa được siết chặt.
Giải pháp khắc phục
- Vệ sinh định kỳ các mắt cảm biến trên máy. Căn chỉnh lại thời gian (timing) của hệ thống bánh răng và xích tải.
- Kiểm tra, thay thế các núm cao su hút giấy và dây đai nhám nếu có dấu hiệu mài mòn, chai cứng.
- Với máy bồi bán tự động, cần thiết lập cữ tay kê cứng cáp, huấn luyện thợ bồi thao tác đẩy giấy nhịp nhàng, dứt khoát.

5. Keo tràn mép và dính bẩn bề mặt (Squeeze-out & Staining)
Keo bị đẩy tràn ra khỏi mép tờ in khi đi qua lô ép, hoặc dính vào mặt lô và in ngược lên bề mặt tờ giấy tiếp theo, làm hỏng lớp in thẩm mỹ.
Nguyên nhân kỹ thuật
- Lượng keo phủ quá dư thừa, đặc biệt là ở khu vực mép biên tờ giấy.
- Căn chỉnh tay kê dẫn giấy bị xéo, khiến một phần giấy chạy ra ngoài khu vực có keo và làm keo dính trực tiếp lên lô ép.
- Độ nhớt keo quá thấp khiến keo dễ dàng chảy loang khi chịu lực ép.
Giải pháp khắc phục
- Giảm lượng keo tráng, sử dụng các thanh chặn keo hai bên máng rớt đúng với kích thước khổ giấy đang chạy để keo không tràn ra hai bên lô cao su.
- Vệ sinh lô ép ngay lập tức bằng khăn ẩm khi phát hiện có keo dính. Các xưởng chuyên nghiệp thường bôi một lớp dầu mỏng hoặc dung dịch chống dính ở hai mép lô cao su (ngoài phạm vi khổ giấy) để keo không bám chặt.

| Hiện tượng lỗi | Nguyên nhân phổ biến | Cách xử lý nhanh tại xưởng |
|---|---|---|
| Phồng rộp, nhăn giấy | Lượng keo dư, keo loãng, lực ép lô không đều | Giảm lượng keo, pha đặc keo, chỉnh cân bằng hai đầu trục lô ép |
| Bong mép, không bám | Bề mặt giấy cán màng, keo khô sớm, thiếu lực ép | Dùng keo dán màng chuyên dụng, chắn gió lô keo, tăng áp lực ép |
| Cong vênh tấm bồi | Lệch chiều sớ giấy, độ ẩm chênh lệch, keo nhiều nước | Đặt chiều sớ giấy song song, dùng keo đặc, nén phẳng sản phẩm sau bồi |
| Lệch vị trí mép giấy | Lỗi cảm biến nhịp tay kê, dây đai trượt, mòn núm hút | Vệ sinh cảm biến, siết chặt tay kê, thay thế núm hút mòn |
| Keo tràn, bẩn bề mặt | Phủ keo quá dày ở biên, lệch khổ giấy trên máng | Giới hạn vách ngăn keo, căn lại biên giấy, lau vệ sinh trục ép ngay |
Những Lưu Ý Về Việc Chọn Và Sử Dụng Keo Bồi Giấy
Keo bồi giấy đóng vai trò then chốt trong việc quyết định chất lượng của tấm bồi. Hiện nay trên thị trường phổ biến các dòng keo sữa (PVAc) và keo jelly. Việc lựa chọn keo cần dựa trên tính chất bề mặt của vật liệu:
- Giấy kraft bồi sóng: Thường sử dụng keo tinh bột vì tính kinh tế cao, độ bám dính với bề mặt xốp rất tốt.
- Giấy duplex bồi hộp cứng: Nên sử dụng keo sữa PVAc để có độ bám chắc chắn, thời gian khô nhanh và hạn chế hiện tượng cong vênh so với keo tinh bột.
- Giấy mặt cán màng nilon: Bắt buộc sử dụng keo bồi chuyên dụng có khả năng thẩm thấu qua màng hoặc phá vỡ một phần sức căng bề mặt màng để tạo liên kết vĩnh viễn.
Bên cạnh đó, nhiệt độ và độ ẩm xưởng sản xuất cũng ảnh hưởng đến thời gian khô của keo. Cần kiểm tra độ nhớt của keo thường xuyên trong ca làm việc, vì lượng nước bốc hơi trên máng sẽ làm keo đặc dần lại theo thời gian.
Bảo Trì Máy Bồi Giấy Định Kỳ Để Hạn Chế Phế Phẩm
Nhiều lỗi thường gặp khi bồi giấy không xuất phát từ vật liệu mà do tình trạng máy móc không đảm bảo. Xưởng in cần thiết lập quy trình bảo dưỡng chuẩn xác:
- Vệ sinh trục lăn (lô tráng, lô ép): Cuối mỗi ca làm việc, thợ máy phải rửa sạch hoàn toàn cặn keo trên trục. Cặn keo khô cứng sẽ làm xước bề mặt trục, dẫn đến keo lên không đều ở ca làm việc sau.
- Bôi trơn hệ thống nhông xích: Đảm bảo hệ truyền động trơn tru để máy đẩy giấy không bị giật cục, tránh gây lỗi lệch lề mép.
- Kiểm tra độ song song của trục ép: Định kỳ hàng tháng dùng thước lá hoặc dưỡng đo chuyên dụng để cân bằng khe hở giữa hai trục ép cao su.
Nắm bắt và hiểu rõ nguyên nhân của các lỗi thường gặp khi bồi giấy là chìa khóa giúp các xưởng bao bì duy trì năng suất và chất lượng ổn định. Bằng cách kiểm soát chặt chẽ các thông số môi trường, máy móc và lựa chọn vật tư phù hợp, thợ kỹ thuật hoàn toàn có thể loại bỏ các sự cố như phồng rộp, cong vênh hay bong mép màng.
Nếu xưởng của bạn đang gặp khó khăn trong việc xử lý các lỗi kỹ thuật này hoặc cần tìm dòng keo công nghiệp phù hợp với loại giấy đang sử dụng, đừng ngần ngại gọi ngay 0918 428 209 hoặc nhắn tin qua Zalo để đội ngũ TTK tư vấn giải pháp hiệu quả nhất.